
en cours
Birmingham, Alabama
|
en cours Birmingham, Alabama |
||

|
|
 |
|
before above, during below |
||
 |
 |
 |
 |
|
 |
 |
 |
 |
|
|
|
 |
 |
 |
 |
| sculpting the model for the cartouche by hand above. Below, the new idea being made at the plant for the surrounds of 2 window in the front where the surface color texture did not work adequately. | ||
 |
|
 |
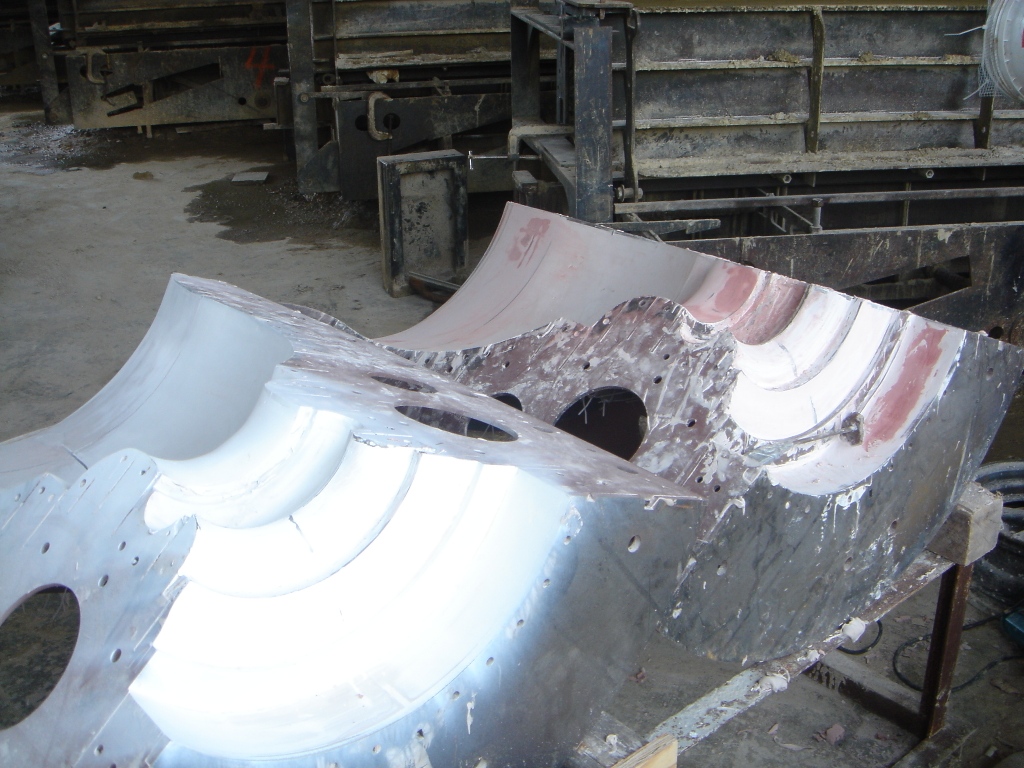
| The new idea being made at the plant for the surrounds of 2 window in the front where the surface color texture did not work adequately. Here we are preparing to make a negative after having made a model. | ||
 |
 |
|
| Heavy steel pipe on steel base and with wire reinforcement are designed and fabricated to go inside the urns | ||
 |
 |
 |
| original model from which a mould was made that worked for half-urns. That mould failed to make a full urn. The hydrostatic pressure from such a large quantity of concrete for a solid urn 4-1/2 feet tall was too much. | The eventual 1,000 step mould process for a large full urn. The large size proved fatal for older mould methods because they were too weak. This new mould is currently 75% finished. | New mould |
 |
|
 |
 |
 |
|
 |
 |
 |
| New blocks for tower column | 68 24-1/4" square columns for tall section and cornice bases for tower | Components at Plant |
 |
 |
 |
| Components at Plant | Components at Plant | Components at Plant |
 |
||
| Components at Plant | ||




